散热冷却技术-冷锻散热器粘上模的原因

车铝,需要开铝型材拉伸模。
压铸散热器需要开压铸模
冷锻散热器需要开锻压模
如果相同外形的产品,模具价格分成高中低的话,压铸模具价格高,锻压模具价格适中,型材拉伸模具价格较低。
如果相同外形的产品,加工成本分成高中低的话,型材机加价格高,压铸价格适中,锻压价格相对便宜。
材料费,压铸为ADC12价格相对便宜,机加及锻压的材料多为A6063价格会相应贵一些。
铝型材机加工(车铝)制作LED散热器(通常为太阳花形状居多),材料多选用A6063材料。
优点是:产品散热效果相对比较好,成品的表面处理例如阳极氧化相对容易。模具制作周期短通常需要10~15天,模具价格便宜。
缺点是:后期机加工成本较高,产量较低。
用压铸制作LED散热器,材料多选用ADC12材料。
优点是:加工成本较低,产能高,如果模具允许能够生产各种形状的散热器。
缺点:模具成本高,模具制作周期长,通常需要30~45天。
用冷锻做出的LED散热器,理论上说可以选用任何材料。
优点是:加工成本低,产能高。模具制作周期短通常需要10~15天,模具价格便宜。
缺点是:由于锻压工艺的限制,无法生产外型复杂的产品。
如果产品用量小,建议选用机加方式。
产品用量大,外形复杂建议选用压铸。
产品用量大,外形简单,建议选用冷锻。
灯具主要由几个部分构成?
灯具的结构可以拆分为LED芯片,电源驱动,透镜,反光杯,散热器。
LED芯片与电源驱动
LED芯片
LED灯具的光源为芯片,是一种固态的半导体器件,也称为led发光芯片,是led灯的核心组件。随着 LED 技术的快速发展以及 LED 光效的逐步提高,LED 的应用将越来越广泛。无论是面向重点照明和整体照明的高功率 LED 芯片,还是用于装饰照明和一些简单的辅助照明的低功率LED 芯片,LED 的发光效率都实现了巨大突破。
LED发光芯片
而不同品牌的芯片,价格与质量的差异都很大。那为何灯具要选好的芯片呢?
因为这决定了一盏灯能否具备光效高,显色指数高,结温高等优势。好灯,通常贵在芯片。而劣质的芯片,必然会影响灯具寿命。如果你家新买的灯总是需要“一年一换”,那说明芯片不佳。
驱动电源
LED驱动电源是把电源供应转换为特定的电压电流以驱动LED发光的电源转换器,通常情况下:LED驱动电源的输入包括高压工频交流(即市电)、低压直流、高压直流、低压高频交流(如电子变压器的输出)等。
驱动电源
驱动电源也是主宰灯具寿命的关键因素,很多灯具在报废以后在本身的灯体中似乎“找不到原因”,但其实问题可能出在驱动电源上。劣质的驱动电源内部的电解液会随着时间推移、受热能的影响而持续大量挥发,提早了灯具的早衰。
目前市面上主流的LED照明的驱动电源就很好地攻破了这个关卡,一律为外置电源(非内置电源),与灯体分开,耐高温,电解为105℃电解(可在105℃的温度中连续工作8000小时),寿命为普通电源的4倍。有了这么靠谱的驱动电源,还真就不用担心买的灯坏得快了。
光学结构-透镜、反光杯与散热结构
透镜
LED 透镜分为一次透镜和二次透镜,我们一般所说的“透镜”默认是在说二次透镜,也就是在 LED 灯珠、COB 等光源之外,并与之紧密组合的。根据不同的要求,可以使用不同的透镜达到想要的光学效果。
灯珠透镜
现在市面上 LED 透镜主要的材料为 PMMA,他的可塑性好、透光率高(高达93%),缺点是耐温比较低,只有90度左右。现市面上主力二次透镜一般都是内全反射设计(简称TIR),透镜的设计在正前方用穿透式聚光,而锥形面又可以将侧光全部收集并反射出去,而这二种光线的重叠就可得到完美的光线利用和漂亮的光斑效果。TIR 透镜的效率可达到90%以上,主要应用于小角度灯具(光束角<60°),例如射灯、天花灯。
▲透镜光型
反光杯
通常 LED 光源发光角度为120°左右,为了实现想要的光学效果,灯具有时会用反射器来控制光照距离、光照面积、光斑效果。
通过电脑建模模拟反光杯光源发光角度及LED反光罩的空间结构,追踪光线的折射轨迹,调整光杯的曲率技术参数,以达到手电筒反光罩最佳的光强分布及灯杯对各种光束角的功能要求,大大提高了LED反光杯光效及减少了散光、炫光的可能。
▲反光杯的光路
反光杯材料
金属反光杯:需冲压、抛光工艺完成,有形变记忆,优点是成本低,耐温,常用于低档照明要求的灯具。
塑料反光杯:一次脱模完成,光学精度高,无形变记忆,成本适中,常用于温度不大高的中高档照明要求的灯具。
▲反光杯光型
散热器:
在灯具被持续开启的过程中,会产生大量的热量,若不及时排出,灯体积聚的热能,会损坏LED芯片乃至各零部件,引起光衰现象,缩短使用寿命。这就是散热器需要解决的任务——及时排热。
目前市场上散热效果较理想的散热器,主要为“压铸”(即用模具压出来的散热器),及冷锻一体化散热器(用更高压的铝冷压而成,为目前新一代的优质散热技术)。
这在散热性能上,比传统分体式散热器提升30%(铝基板和散热器之间实现无缝对接、导热性能大幅提升),能保证LED灯具的寿命更长。
▲LED散热器
其次,在一定环境条件下,散热热阻主要取决于散热器的散热面积以及散热器表面材料的辐射系数,散热面积越大、辐射系数越高,散热热阻越小,散热效果越好。
天花灯冷锻散热和刀片散热哪个好
灯具的结构可以拆分为LED芯片,电源驱动,透镜,反光杯,散热器。
LED芯片与电源驱动
LED芯片
LED灯具的光源为芯片,是一种固态的半导体器件,也称为led发光芯片,是led灯的核心组件。随着?LED?技术的快速发展以及?LED?光效的逐步提高,LED?的应用将越来越广泛。无论是面向重点照明和整体照明的高功率?LED?芯片,还是用于装饰照明和一些简单的辅助照明的低功率LED?芯片,LED?的发光效率都实现了巨大突破。
LED发光芯片而不同品牌的芯片,价格与质量的差异都很大。那为何灯具要选好的芯片呢?
因为这决定了一盏灯能否具备光效高,显色指数高,结温高等优势。好灯,通常贵在芯片。而劣质的芯片,必然会影响灯具寿命。如果你家新买的灯总是需要“一年一换”,那说明芯片不佳。
驱动电源
LED驱动电源是把电源供应转换为特定的电压电流以驱动LED发光的电源转换器,通常情况下:LED驱动电源的输入包括高压工频交流(即市电)、低压直流、高压直流、低压高频交流(如电子变压器的输出)等。
驱动电源也是主宰灯具寿命的关键因素,很多灯具在报废以后在本身的灯体中似乎“找不到原因”,但其实问题可能出在驱动电源上。劣质的驱动电源内部的电解液会随着时间推移、受热能的影响而持续大量挥发,提早了灯具的早衰。
目前市面上主流的LED照明的驱动电源就很好地攻破了这个关卡,一律为外置电源(非内置电源),与灯体分开,耐高温,电解为105℃电解(可在105℃的温度中连续工作8000小时),寿命为普通电源的4倍。有了这么靠谱的驱动电源,还真就不用担心买的灯坏得快了。
光学结构-透镜、反光杯与散热结构
透镜
LED?透镜分为一次透镜和二次透镜,我们一般所说的“透镜”默认是在说二次透镜,也就是在?LED?灯珠、COB?等光源之外,并与之紧密组合的。根据不同的要求,可以使用不同的透镜达到想要的光学效果。
灯珠透镜
现在市面上?LED?透镜主要的材料为?PMMA,他的可塑性好、透光率高(高达93%),缺点是耐温比较低,只有90度左右。现市面上主力二次透镜一般都是内全反射设计(简称TIR),透镜的设计在正前方用穿透式聚光,而锥形面又可以将侧光全部收集并反射出去,而这二种光线的重叠就可得到完美的光线利用和漂亮的光斑效果。TIR?透镜的效率可达到90%以上,主要应用于小角度灯具(光束角<60°),例如射灯、天花灯。
▲透镜光型
反光杯
通常?LED?光源发光角度为120°左右,为了实现想要的光学效果,灯具有时会用反射器来控制光照距离、光照面积、光斑效果。
通过电脑建模模拟反光杯光源发光角度及LED反光罩的空间结构,追踪光线的折射轨迹,调整光杯的曲率技术参数,以达到手电筒反光罩最佳的光强分布及灯杯对各种光束角的功能要求,大大提高了LED反光杯光效及减少了散光、炫光的可能。
▲反光杯的光路
反光杯材料
金属反光杯:需冲压、抛光工艺完成,有形变记忆,优点是成本低,耐温,常用于低档照明要求的灯具。
塑料反光杯:一次脱模完成,光学精度高,无形变记忆,成本适中,常用于温度不大高的中高档照明要求的灯具。
▲反光杯光型
散热器:
在灯具被持续开启的过程中,会产生大量的热量,若不及时排出,灯体积聚的热能,会损坏LED芯片乃至各零部件,引起光衰现象,缩短使用寿命。这就是散热器需要解决的任务——及时排热。
目前市场上散热效果较理想的散热器,主要为“压铸”(即用模具压出来的散热器),及冷锻一体化散热器(用更高压的铝冷压而成,为目前新一代的优质散热技术)。
这在散热性能上,比传统分体式散热器提升30%(铝基板和散热器之间实现无缝对接、导热性能大幅提升),能保证LED灯具的寿命更长。
▲LED散热器
其次,在一定环境条件下,散热热阻主要取决于散热器的散热面积以及散热器表面材料的辐射系数,散热面积越大、辐射系数越高,散热热阻越小,散热效果越好。
led灯具设计 led灯具结构设计知识介绍
刀片散热好,这还关系到灯珠与铝基板的接合 铝基板与底座的接合 底座与散热体的接合
如果过底座与散热体是一体的的话是最好的
还有都要打硅脂 且硅脂的导热系数也是一个重要的参数
散热器的两种模式。
1.刀片散热器比太阳花的要高档一些,散热效果的话个人感觉刀片的要好点。
2.这还关系到灯珠与铝基板的接合,铝基板与底座的接合 底座与散热体的接合。
3.如果过底座与散热体是一体的的话是最好的,还有都要打硅脂 且硅脂的导热系数也是一个重要的参数。
汽车生产线的发明对汽车行业有哪些影响?
灯具的结构可以拆分为LED芯片,电源驱动,透镜,反光杯,散热器。
LED芯片与电源驱动
LED芯片
LED灯具的光源为芯片,是一种固态的半导体器件,也称为led发光芯片,是led灯的核心组件。随着 LED 技术的快速发展以及 LED 光效的逐步提高,LED 的应用将越来越广泛。无论是面向重点照明和整体照明的高功率 LED 芯片,还是用于装饰照明和一些简单的辅助照明的低功率LED 芯片,LED 的发光效率都实现了巨大突破。
LED发光芯片
而不同品牌的芯片,价格与质量的差异都很大。那为何灯具要选好的芯片呢?
因为这决定了一盏灯能否具备光效高,显色指数高,结温高等优势。好灯,通常贵在芯片。而劣质的芯片,必然会影响灯具寿命。如果你家新买的灯总是需要“一年一换”,那说明芯片不佳。
驱动电源
LED驱动电源是把电源供应转换为特定的电压电流以驱动LED发光的电源转换器,通常情况下:LED驱动电源的输入包括高压工频交流(即市电)、低压直流、高压直流、低压高频交流(如电子变压器的输出)等。
驱动电源
驱动电源也是主宰灯具寿命的关键因素,很多灯具在报废以后在本身的灯体中似乎“找不到原因”,但其实问题可能出在驱动电源上。劣质的驱动电源内部的电解液会随着时间推移、受热能的影响而持续大量挥发,提早了灯具的早衰。
目前市面上主流的LED照明的驱动电源就很好地攻破了这个关卡,一律为外置电源(非内置电源),与灯体分开,耐高温,电解为105℃电解(可在105℃的温度中连续工作8000小时),寿命为普通电源的4倍。有了这么靠谱的驱动电源,还真就不用担心买的灯坏得快了。
光学结构-透镜、反光杯与散热结构
透镜
LED 透镜分为一次透镜和二次透镜,我们一般所说的“透镜”默认是在说二次透镜,也就是在 LED 灯珠、COB 等光源之外,并与之紧密组合的。根据不同的要求,可以使用不同的透镜达到想要的光学效果。
灯珠透镜
现在市面上 LED 透镜主要的材料为 PMMA,他的可塑性好、透光率高(高达93%),缺点是耐温比较低,只有90度左右。现市面上主力二次透镜一般都是内全反射设计(简称TIR),透镜的设计在正前方用穿透式聚光,而锥形面又可以将侧光全部收集并反射出去,而这二种光线的重叠就可得到完美的光线利用和漂亮的光斑效果。TIR 透镜的效率可达到90%以上,主要应用于小角度灯具(光束角<60°),例如射灯、天花灯。
▲透镜光型
反光杯
通常 LED 光源发光角度为120°左右,为了实现想要的光学效果,灯具有时会用反射器来控制光照距离、光照面积、光斑效果。
通过电脑建模模拟反光杯光源发光角度及LED反光罩的空间结构,追踪光线的折射轨迹,调整光杯的曲率技术参数,以达到手电筒反光罩最佳的光强分布及灯杯对各种光束角的功能要求,大大提高了LED反光杯光效及减少了散光、炫光的可能。
▲反光杯的光路
反光杯材料
金属反光杯:需冲压、抛光工艺完成,有形变记忆,优点是成本低,耐温,常用于低档照明要求的灯具。
塑料反光杯:一次脱模完成,光学精度高,无形变记忆,成本适中,常用于温度不大高的中高档照明要求的灯具。
▲反光杯光型
散热器:
在灯具被持续开启的过程中,会产生大量的热量,若不及时排出,灯体积聚的热能,会损坏LED芯片乃至各零部件,引起光衰现象,缩短使用寿命。这就是散热器需要解决的任务——及时排热。
目前市场上散热效果较理想的散热器,主要为“压铸”(即用模具压出来的散热器),及冷锻一体化散热器(用更高压的铝冷压而成,为目前新一代的优质散热技术)。
这在散热性能上,比传统分体式散热器提升30%(铝基板和散热器之间实现无缝对接、导热性能大幅提升),能保证LED灯具的寿命更长。
▲LED散热器
其次,在一定环境条件下,散热热阻主要取决于散热器的散热面积以及散热器表面材料的辐射系数,散热面积越大、辐射系数越高,散热热阻越小,散热效果越好。
每一分钟生产一辆车
——1913年第一条汽车生产线诞生
福特发明了用装配线生产汽车的方法,并于1913年在他的T型汽车生产过程中使用。这种生产技术节省时间、降低成本,使越来越多的人买得起汽车,从而使汽车普及为美国人的普通交通工具,使美国的公路网遍布全国。福特将大量生产的原则,空前规模地运用到工业中,为工业生产开辟了新时代。
20世纪初,汽车成了最时髦的交通工具,汽车行业的竞争异常激烈。为了在竞争中获胜,各汽车制造商都想尽办法。美国著名的汽车制造家亨利·福特在1908年制成了4缸20马力的T型汽车。这种汽车采用封闭车身,舒适性和安全性都有很大提高,而且售价在850美元左右,广受人们的欢迎。
但只有进一步降低成本才能赚到更多的钱,于是福特于1913年建立了世界上最早的汽车装配流水线,进行成批生产。在这条装配线上,要组装的部件沿着传送带连续不断地从一个工人传给另一个工人,每一个工人必须在给定的时间内干完一件固定的工作。工人不断地干活,工件不停地传送,就像大家在卓别林演的**《摩登时代》中看到的情形一样。
福特汽车制造厂采用了这种流水线后,组装一辆车的时间缩短了一半以上。流水作业线后来经过改进,传送带上面载着等待组装的汽车部件,慢慢地移动。皮带两旁站着的工人逐一装配,皮带的终端就是汽车总装完成的地方。福特汽车公司由于采用了这种流水装配法,到1920年时,已经实现了福特的愿望:每一分钟生产一辆汽车。
使用流水线装配汽车的生产方法,使汽车的制造成本大幅度下降。在不到10年的时间里,T型车的每辆售价就降至250美元,共卖出180万辆。30年代,福特又率先使用自动化设备生产引擎体,用40台机器,经500道不同的工序,把金属毛坯制成引擎体,生产时间由数小时减至15分钟。福特赚了大钱,工人的工资也提高了。同时,他的这一套流水作业方式也影响了全世界的汽车生产方式。从福特的第一条流水生产线起,到20世纪30年代,是生产自动化发展的第一个阶段。
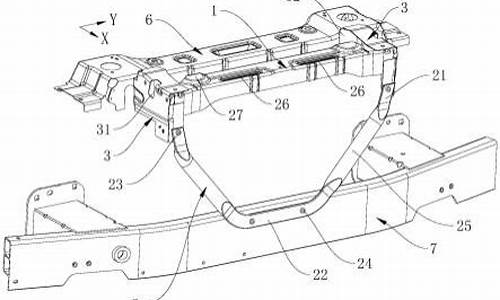
不过,汽车装配流水线发展到今天,有些工序已经由机器人来代替工人做了,因为流水线的工作很枯燥,有些工序,还会对人的身体造成一定伤害。机器人装配汽车就把人解放出来了。第一道工序是从钢板运到压模工场开始。自动吊车把薄钢片送到压模机下,切割出车身各个部分的模件。同时,车门在另一条装配线上经数次冲压制成。接着,由机器人给汽车喷漆。最后是车身的内部装饰,机器人在车身内装上底垫、地毯、座位及其他配件。装配玻璃时,机器人在玻璃边缘涂上胶水,再用夹具将玻璃抓牢,装在车身上,然后再装上悬架、方向盘、散热器……最后装上车轮和轮胎。
声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。