散热器片头-散热器片头图片

是这样,钢制散热器规格型号,一般的来说宽度有50mm,60mm,70mm,高度从300mm-1800mm。不同暖气片厂家对自己的产品都有相对应的编号,不同暖气片厂家的暖气片型号设定不相同,像是金旗舰厂家,都是按照暖气片材质和尺寸命名其型号。例如,型号为GZ60F-300GZ表示钢制,60F表示单片宽度为60mm,方头,300表示高度300mm。
南山散热器好吗?
钢制散热器6030指的是:钢制暖气片单片片宽60mm,片厚30mm,是以暖气片宽度和厚度命名的,6030型号的钢制暖气片片头有圆头和方头之分,也称60圆或60方。每个暖气片厂家对自己的产品都有相对应的编号,不同厂家的暖气片型号设定不相同。
钢制柱式散热器的供暖设备
还可以。
南山散热器特点:
1、原材料采用优质冷轧低碳钢管和冷轧整体片头一体成型。
2、水流量大,散热功率高,高效节能。
3、结构合理,暖气有序对流,环保洁净。
4、耐压强度高,耐酸碱腐蚀,使用寿命长。
5、外观线条流畅,简洁大气,居家温馨。
延展回答:
南山铜铝复合散热器特点:
1、优质铝翼片(牌号6063-T5),壁厚≥1.2mm,通过国家有色金属质量监督检验中心检验。符合GB/T5237.1、GB/T5237.2、GB/T3190有关力学性能和有关化学成份的规定。
2、散热器通水管:专用拉制紫铜管(牌号T2M),紫铜纯度99.9%,联箱管壁厚≥0.8mm,立柱管壁厚≥0.6mm,通过国家有色金属质量监督检验中心检验。符合GB/T1527有关力学性能和有关化学成份的规定。
3、铜铝复合:采用先进液压水胀管设备和工艺技术,使内腔通水紫铜管与外散热铝合金柱翼片紧密复合,复合致密均匀,散热器的散热效率得到极大的提高,比采用普通胀管热效率提高10%,节能50%,重量仅为铸铁式散热器的1/5。
钢制双柱散热器每片散热多少w
散热器的历史追溯最早应该到1890年左右,那时在欧洲尤其意大利等地的贵族宅邸兴起,其所用的散热器就是现代散热器的雏形同时有趣的就是也是柱形。但当时由于对钢材质掌握还不具备,所以都是采用铸铁材质,但又要兼顾美观于是就出现了铸铁浮雕散热器以此来满足上流社会并作为奢侈品流行起来。
随着时间的推移到了1900-1920年代,散热器取暖形式的优越性、方便性、舒适性被其广泛认可和使用尤其是上流社会交际场所如:教堂、剧院、司政机关等的需要开始第一次生产了散热量较大的多柱型柱式铸铁浮雕散热器极好的满足了较大空间的教堂馆所的供暖需求。
但直到1920-1930年代间散热器才第一次革命性的产出了单柱钢制散热器,这就是我们现在所讲的——“钢制柱式散热器”的最初问世。它明显的提高了生产能力和较大满足了社会对供暖设备的基本需求。 从原理上呢:钢制柱式散热器主要由走水部分和对流片组成。它的散热效果主要与散热器内部的热媒温度和外部空气温度以及与空气接触的面积还有空气流速等有关。所以热媒来源的温度高低也直接和根本上决定和影响散热器的实际使用效果。目前这里说的钢制柱式散热器主要是水暖,将水作为热媒载体,以散热器钢材为导体首先作用于空气加热然后带动空间温度上升已达到取暖目的。下面简单讲解一下采暖的基本概念。
采暖的基本概念
一、采暖系统的类型
在冬季维持室内空气温度在规定的范围内。此温度范围大多数场合为16-20C。
二、采暖系统的类型
按采暖热媒分为
热水采暖:热水
蒸汽采暖:蒸汽
辐射采暖:高温水或高压蒸汽,煤气燃烧红外线辐射、
电热风采暖:空调冬季运行就是典型的热风采暖
三、采暖系统的组成
采暖系统由三大部分组成:热源、管路及散热器
室内热水供暖系统
定义:
以热水为热媒的供暖系统,成为热水供暖系统。热水供暖系统是目前广泛使用的一种供暖系统。居住和公共建筑常采用热水供暖系统。
分类:
1、按系统循环动力不同,可分为重力(自然)循环系统和机械循环系统。靠水的密度差进行循环的系统,称为重力循环系统;靠机械(水泵)力进行循环的系统,称为机械循环系统。
2、按系统供、回水方式不同,可分为单管系统和双管系统。热水经立管或水平供水管依次流过多组散热器,并顺利的在各散热器中冷却的系统,称为单管系统。热水经供水立管或水平供水管平行的分配给多组散热器,冷却后的回水子每个散热器直接沿回水立管水平回水管流回热源的系统,称为双管系统。
3、按系统的管道敷设方式不同,可分为垂直式系统和水平式系统。
4、按热媒温度不同,可分为低温热水供暖系统(热水温度低于100℃)和高温热水供暖系统(热水温度高于100℃)。
室内热水供暖系统大多采用低温水作为热媒。设计供、回水温度多采用95℃70℃(也有采用85℃∕60℃)。高温水供暖系统一般宜在生产厂房中应用。设计供、回水温度大多采用120~130℃∕70~80℃。
一、重力(自然)循环热水供暖系统
1、系统工作原理及作用压力
重力循环热水供暖系统的循环作用压力的大小取决于水温(水的密度)在循环环路的变化。
起循环作用的只有散热器中心和锅炉中心之间这段高度内的水柱密度差。如果取供水温度95℃,回水70℃;则每平米高差可产生的作用压力为:
9.81×1×(977.81-961.92)=156Pa。
2、重力循环热水供暖系统维护管理简单,不需要消耗电能。但由于其作用压力小,管中水流速度不大,所以管径就相对大一些,作用范围也受到限制。自然循环热水供暖系统通常只能在单栋建筑物中使用,作为半径不宜超过50m。
3、膨胀水箱的作用
1)吸收膨胀水量;
2)补充收缩水量;
3)排放热水中的空气泡。
二、机械循环热水供暖系统的主要形式
系统中设置了循环水泵,靠水泵的机械能使水在系统中强制循环。
1、机械循环上供下回式热水供暖系统
机械循环系统除膨胀水箱的连接位置与自然循环系统不同外,还增加了循环水泵和排气装置。
在机械循环系统中,水流速度往往超过自水中分离出来的空气气泡的浮升速度。为了使气泡不致被带入立管,供水干管应按水流方向设上升坡度,使气泡随水流方向流动汇集到系统的最高点,通过设在最高点的排气装置,将空气排出系统外。供回水干管的坡度宜采用0.3%,不得小于0.2%。回来干管的坡向与自然循环系统相同,应使系统水能顺利排出。
2、机械循环下供下回式双管系统
系统的供水和回水干管都敷设在底层散热器下面。在设有地下室的建筑物中或在平屋顶建筑棚下难以布置供水干管的场合,常采用下供下回式系统。
1)在地下室布置供水干管,管路直接散热给地下室,无效热损失小。
2)在施工中,每安装好一层散热器即可采暖,给冬季施工带来了很大方便。免得为了冬季施工的需要,特别装置临时供暖设备。
3)排除空气比较困难。
3、中拱式
从系统总立管引出的水平供水干管敷设在系统的中部,下部系统为上供下回式,上部系统可采用下供下回式,也可采用上供下回式。中供式系统可用于原有建筑物加建楼层或上部面积小于下部建筑面积的场合。
4、机械循环下供上回(倒流式)供暖系统
系统的供水干管设在下部,而回水干管设在上部,顶部还设置有顺流式膨胀水箱。
1)水在系统内的流动方向是自下而上流动,与空气流动方向一致,可通过顺流式水箱排除空气,无需设置集中排气罐等排气装置。
2)对热损失大的底层房间,由于底层供水温度高,底层散热器的面积减小,便于布置。
3)当采用高温水采暖系统时,由于供水干管设在底层,这样可降低防止高温水汽化所需的水箱标高,减少布置高架水箱的困难。
4)供水干管在下部,回水干管在上部,无效热损失小。
这种系统的缺点是散热器的放热系数比上供下回式底,散热器的平均温度几乎等于散热器的出口温度,这样就增加了散热器的面积。但用于高温水供暖时,这一特点却有利于满足散热器表面温度不致过高的卫生要求。
5、异程式系统与同程式系统
异程式系统特点
1)水从供水管进入设备a
2)水离开设备a后直接回到冷热源
3)第一个设备是第一个供水的设备,也是第一个回水的设备
4)各环路压降不均匀
同程式系统特点
1)回水干管水流方向与供水干管相同
2)水流离开设备a后,必须经过全部回水管路才回到冷热水机组
3)第一个供水的设备是最后一个回水的设备
4)通过各设备环路的降压相同
在较大的建筑物内宜采用同程系统。
我国的习惯做法:
低温水系统:水温低于或等于100℃的热水系统;设计供回水温多采用95℃∕70℃,适用于住宅、办公楼、医院等建筑。 制造工序:
焊接+抛光+单片打压+组焊+整体打压+酸洗+磷化钝化+第三次打压+去应力+防腐底衬+烘干+主体防腐+烘干+打磨+表面喷塑+烘烤+打磨+表面喷塑+第四次打压。---------18道工序制成
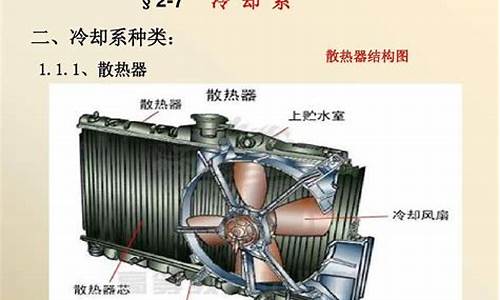
首先看下面这幅钢制柱式散热器的管切面示意图:主要组成部分有:
1)片头部分;一次成型的整体片头,采用优质低碳亮钢,钢材壁厚通常为1.8mm
2)主管道部分:选材为优质冷轧低碳钢有缝椭圆形或圆形管,壁厚国标1.5mm(注明这里也有部分说是2.0mm壁厚)但多是1.5mm国标壁厚。
3)管道内外壁首层为:液态锌镀层。
4)管道内壁第二层为:武汉ty-3318有机金属专用防腐液(国标)涂层。
5)管壁外第三层为:有机微颗粒塑粉层。(采用静电吸附喷涂然后经行烘烤凝固)
6)随着1990年代我国焊接技术的成熟;采用高频渗透氩弧焊焊接工艺。
6)由于主要是为采用水为热媒的载体所以没组散热器各配置放气阀和丝堵一个(品牌厂家材质一般为纯铜表面镀锌)。
7)如果是搭接焊工艺还有主横管很立管。 从公认最早知道的19世纪末散热器的问世到2011年今天的全球普及我们可以从新回顾一下它的发展与生产。
钢制柱式散热器实际产生是在1920-1930年代间,为了较大的满足社会需求也是第一次革命性的产生了单柱钢制散热器,它明显的比铸铁散热器提高了生产量。
到了1930-1950年代,随着人们生活水平的不断提高,大多数人放弃生火取暖的基本方式。 追求更高生活水准。从而产生了大众化的散热器,即多柱铸铁和多柱钢质散热器.
1950-1960人们已经从第二次世界大战的创伤阴影里走出。产生了较为良好的工业革命成果,生活水平进一步提高。人们在满足取暖舒适的同时,在节能环保、美观装饰方面提出了更高的要求。铜质柱式散热器以散热量大、外观简洁、大方,普遍受到人们青睐,成为主流产品。
时间到了1960-1980年人们考虑到铝材导热系数高的特点,希望其能取代铸铁和钢质散热器。但由于铸铝型材粗犷简单而且又不能很好解决碱性水质腐蚀问题,故而在1980-1990年期间散热器主流又回归到钢质。可人们要求其外观必须能和现代的家居格调相一致,满足人性化、个性化的要求。依据当时的生产工艺水平,大多数生产厂商普遍采用氩弧焊工艺插接式焊接,生产线条流畅的钢制柱式散热。
我国(中国)真正引入与生产最早应在1996年以后随着超声波自动焊接(激光焊)工艺的普及和焊接成本降低,国内生产厂商经过生产设备改造,技术整合,大胆采用色彩,运用文化底蕴和卓越的创造力,以专业的国际化设计理念,创造出装饰性与采暖功能完美结合的现代钢质柱式散热器。
2000年时期散热器在我国得到了空前发展,犹如雨后春笋般在国内迅速兴起。同时推出了很多不同品种与类型。尤其是之后的铜铝复合散热器更是我国(中国)独创,它兼顾了铝型材优异的导热性和铜型材超强的耐腐蚀性的优点于一身。到了2008年后铜铝复合散热器开始在全国普遍推广并得到了消费者的信赖成为目前的主流散热器。
未来散热器将会朝着更加节能环保和美观实用的角度不断创新与发展,短时期钢制柱式散热器和铜铝复合散热器任将会是市场主流产品与选择。 以下是我国(中国)目前市场上的钢制柱式散热器的主流型号:
1)50-25低碳钢制方头型椭圆管双柱散热器 (主流)
2)50-25低碳钢制圆头型椭圆管双柱散热器 (主流)
3)60-30低碳钢制方头型椭圆管双柱散热器 (主流)
4)60-30低碳钢制圆头型椭圆管双柱散热器 (主流)
5)50-25低碳钢制搭接型椭圆管双柱散热器 (早期型号非主流)
6)60-30低碳钢制搭接型椭圆管双柱散热器 (早期型号非主流)
7)70-63低碳钢制大水道单柱型方管散热器 (新款主流)
8)63-70低碳钢制大水道单柱型方管散热器 (同上的姊妹款主流)
9)40圆管低碳钢制双柱型散热器(较早期型号目前已基本推出市场)
10)50圆管无缝钢制罗马柱造型单柱散热器(共分两种:一种为搭接焊式一种为插接焊式属于最新产品)
11)元宝管低碳钢制单柱散热器(较低端产品主要用于农村市场)
您可根据您个人喜好及审美来选择您喜欢的款式散热器。
钢制散热器生产过程谁能介绍一下?
钢制散热器的散热效率和散热器本身的规格十分相关。一般情况下,
以宽50毫米,厚25毫米的扁圆管双柱型为例,
670毫米高(通常称为600mm中心距)的散热量在100w左右,相对散热面积为0.9-1.2平米。
1870毫米高的,散热效率为295w左右,对应的散热面积为3平米左右。
若是宽60毫米,厚30毫米的椭圆管双柱型,
670毫米高的,散热量为130w左右,散热面积1.2-1.5平米,
1870毫米高的,散热量约为340w,散热面积3.2-3.5平米。
以上提供的都是单片的散热量(注:单片指的是一个片头下的两根管,即双柱为一片)
在购买散热器时不要只关注散热量的数值,还要要结合进水温度,墙壁保暖度,阴面阳面,南方地区北方地区等因素综合考虑
钢制散热器外观简约典雅,彰显尊贵,集功能性与装饰性于一身。欧洲经典的纯白,及时白色墙面的理想补充,也与多彩的室内装饰相得益彰。所有板式散热器都经过第二代KTL电泳底漆,表面喷涂了一层耐热耐磨的环氧树脂粉末并经过200℃高温烘烤,因此它的外观能在十年后保持与新安装时无异。
1、焊接方式:我公司采用全自动氩弧焊焊接工艺,单面焊接,双面成型,焊缝均匀光滑,无夹渣、无焊馏,焊接质量高,优于其他厂家手工焊接或电阻焊接造成的焊接缺陷。
2、防腐工艺:我公司增加了涂装内防腐工艺,可极大地增加散热器的寿命。防腐液选用国内先进的防腐涂料,防腐性能卓越。采用先进的真空防腐灌装,消除了散热器内腔尖角、焊接处形成的角气泡。
3、材质:片头选用ST14优质低碳软钢板冲压,厚度为1.2mm。强度高,延展性好,冲压后无裂纹,增加了材料本身的抗腐蚀能力。立管选用优质低碳钢管,厚度为1.5-1.8mm,减少了钢材的氧化腐蚀,从材质上保证了散热器的寿命。
钢制散热器生产工艺流程:片头采购——焊接——打磨——切断(立柱钢管采购—切断)——对接点焊——焊接——打磨——单片试压——组装焊接——试压——前处理——内防腐涂装——烘干——喷涂——包装——成品
声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。