散热器制作过程视频-散热器制作
散热器的工作条件恶劣,部分散热器内长期流动着冷却液,其中可能混有腐蚀性及有害的成分,对散热器有锈蚀及腐蚀作用。因此,为保证散热器可靠的发挥散热作用,对散热器材料性能有如下要求:
① 具有良好的导热性能
② 具有一定的强度和较强的耐腐蚀性
③ 良好的加工性能及钎焊性能。
④ 良好的经济性。
所以,智高实业认为铝是散热器的首选材料:铝的最大优势是质量轻,比重仅为铜的三分之一,相同体积情况下,质量可以大大降低;铝资源远较丰富,成本也远低于铜;虽然铝的热传导率较铜低,仅为铜的60%,但由于铜散热器存在热传导率更低的锡保护层,使得铝散热器的散热效率反而要高于铜散热器;另外,铝还有良好的特造加工性能:显然铝散热器具有质量轻、原料成本低、散热性能好等优点。
怎么样自制台式机水冷散热器
散热器几种加工工艺的对比技术的最终表达载体是产品,当原始选材确定之后,制作工艺就成为保证产品质量至关重要的因素。在解释散热器的工艺前,我们先简单重复一遍散热器的构成。散热器由顶部的风扇和下部的散热片组成。而散热片则包括底座和鳍片两部分。根据制作工艺的不同,底座和鳍片可以是一体的材质(如纯铜),也可以是由不同材质组成的合体(如底座采用铜,而鳍片采用铝)。悬翼风扇根据空气动力学原理,采用机翼与扰流器结构设计理念,合理的提高了扇叶与散热片之间的高度,使之悬于散热片之上的最佳“气压分隔点”,这样的设计会使流经散热片下端的气流速度增高,产生下压力,避免气流徘徊在风扇与散热片之间,令气流更顺畅的吹向散热片底部,同时也有效的避免因空气乱流而产生的。
PWM风扇速度控制器使风扇运行时噪声最小、节能、并能延长风扇的寿命,实现了散热性能和噪音的平衡。镶铜工艺利用金属材料的热胀冷缩特点,先将铝散热片进行高温处理,然后将冷却后的铜芯(多为圆柱形)压塞进经过CNC(数控车床)铣好的孔中,最后再次进行整体的冷却处理。由于没有使用第三方介质,塞铜工艺可以大幅度降低接触面间的热阻,不但保证了铜铝结合的紧密程度,更充分利用了两种金属材料的散热特性。在经过塞铜工艺处理后,散热器底面往往还要经过“铣”和“磨”处理。铣工艺针对塞铜处理中的铜芯。磨工艺则针对整个散热片底部进行磨平处理。CTT核心接触技术CTT核心接触技术,是对热源与散热部件之间的接触管理。从CPU散热而言,最初只是简单的将散热部件与CPU直接扣压在一起。随着CPU散热需求的不断提高,对散热部件中的散热能力提出更大的挑战。九州风神最新的CTT管理技术,实现了热管与CPU的直接接触,使热源的热量可以直接借助热管的极强的传热能力,迅速的把热量传导到散热鳍片,从而最大限度的提升散热器的散热效能。
笔记本散热器的制作工艺
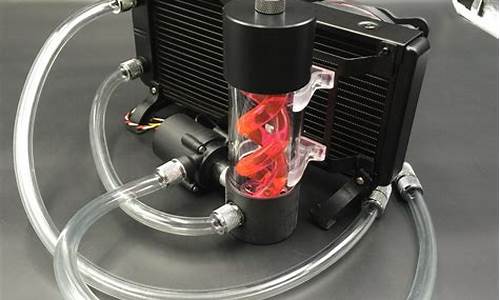
自己想制作一个自制 台式机 水冷散热器,要怎么去做呢?下面由我给你做出详细的制作自制台式机水冷散热器介绍!希望对你有帮助!
自制台式机水冷散热器 方法 一:
如果是简单的购买散件组装,我劝你放弃这个想法。因为买散件的钱和买一套正规水冷的钱差不多,我不愿意看到你为了便宜一两百块,拿电脑去冒险。
如果是完全手工制作,我佩服你的精神和勇气!可以试试。首先,去五金商店买铜管,铜板,最好用紫铜的。然后再到电脑城买水泵和冷却液。在二手市场淘一些旧风扇的固定卡扣,记得买硅脂。
焊接时一定要注意把铜管表面用酸处理干净,否则会假焊,漏液。散热片的制作,一定要细心,尽量多做几层,美观就不用考虑了。不可能好看了。
最后检漏时,可以用打气筒打压,把水泵一端堵上,管路放水里,打到5到6公斤压力不漏,你就成功了!
安装固定时,一定要小心翼翼,千万别造成主板短路,同时,一定要牢固,不能有一点松动。
自制台式机水冷散热器方法二:
水冷的效果肯定是要好些,因为水相比空气更能带走CPU上的温度,那你看下,汽车发动上都配有风+水散热,若是光风,估计发动机早拉缸了。
话说回来,水冷的安装相对麻烦点,主板电路不能沾到点水滴,否则会烧主板,其次水冷的也不便宜,价格不低,你考虑后,还是会用风冷(用好一点的散热风扇)
自制台式机水冷散热器方法三:
BIOS 里有CPU风扇停转报警,这个每家BIOS不一样不好说,具体要根据你主板情况决定,你仔细研究一下你的主板BIOS可以找到。
散热片的生产工艺流程如何?
常用的底面处理工艺包括:
拉丝工艺(研磨)
拉丝工艺也是使用最多的底面处理工艺。拉丝时使用某种表面具有一定粗糙程度及硬度的工具,常见的如砂纸、锉等,对物体处理表面进行单向、反复或旋转的摩擦,借助工具粗糙表面摩擦时的剪削效果去除处理表面的凸出物;当然,磨平凸出物的同时也会在原本平整的表面上造成划痕。故而应采用由粗到细循序渐进的过程,逐渐减小处理表面的粗糙程度。
拉丝工艺的特征 : 一条条平行的磨痕
盘铣工艺(切削)
盘铣工艺是指将散热器底面固定之后通过高速旋转的刀具切割散热器表面,刀具始终在同一平面内旋转,因此切割出来的底面非常平整。与拉丝工艺相同,盘铣工艺使用的刀具越精细,切割出的底面的平整程度越高。盘铣工艺的制造成本较高,但相对拉丝只需要两三道工序,比较省时,并且效果也比较理想。
盘铣工艺特征 : 弧形的磨痕
数控机床
数控机床应用于散热片的底面平整处理主要采用的工艺仍然是铣。但与传统盘铣不同,数控铣床的刀具可以通过单片机精确控制与散热片间的相对距离。刀具接触散热片底面后,两者水平方向相对运动,即可对传统盘铣中刀具空隙留下的未处理部分进行切削,而达到完整的平面效果,不许任何后续处理即可获得镜面一般的效果,平整度可小于0.001mm。
其他工艺
除上述几种外,还有其他对散热器底处理的工艺,如抛光,不过,相对而言,抛光处理更多地是出于散热器美观方面的考虑,对散热器底面平整度没有太大的改善,且处理成本较高。
正如我们在前面所说,散热器底面无论怎么处理,这种机械工艺不可能做出完全标准的平整面,在CPU与散热器之间存在的沟壑或空隙总是不可避免的。存在于这些空隙中的空气对散热器的传导能力有着很大的影响,人所共知,空气的热阻值很高,因此必须用其他物质来降低热阻,否则散热器的传导性能会大打折扣,甚至无法发挥作用。这便是导热介质的由来。它的作用就是填充热源如CPU与散热器之间大大小小的空隙,增大发热源与散热片的接触面积。
怎样DIY水冷散热器
1. 铝挤式散热片
铝材质由于本身柔软易加工的特点很早就应用在散热器市场,铝挤技术简单的说就是将铝锭高温加热后,在高压下让铝液流经具有沟槽的挤型模具,作出散热片初胚,然再对散热片初胚进行裁剪、剖沟等处理后就做成了我们常见到的散热片。铝挤散热片的成本低,技术门槛要求也不高,不过由于受到本身材质的限制散热鳍片的厚度和长度之比不能超过1:18,所以在有限的空间内很难提高散热面积,故铝挤散热片散热效果比较差,很难胜任现今日益攀升的高频率CPU。
2. 塞铜式散热片
目前市场主流的散热片所用的主要材质无外乎铝和铜两种,而塞铜工艺则正是结合铝和铜各自优点应运而生的产物。塞铜工艺是利用热胀冷缩的原理来完成的,将铝挤型散热片加热后将铜芯塞入其中,最后再进行整体的冷却。由于没有使用第三方介质,塞铜工艺可以大幅度降低接触面间的热阻,不但保证了铜铝结合的紧密程度,更充分利用了铝散热快和铜吸热快的特性。 这种塞铜工艺成本适中散热效果也不错,是目前市场上的主流散热片类型。
3. 压固法
也就是将众多的铜片或铝片叠加起来,然后在两侧加压并将其截面进行抛光,这个截面与CPU核心接触,另外一面则伸展开来作为散热片的鳍片。压固法制作的散热器其特点是鳍片数量可以做的很多,而且不需要很高的工艺就能保证每个鳍片都能与CPU核心保持良好的接触(或靠近),而各个鳍片之间也通过压固的方式有着紧密的接触,彼此之间的热量传导损失也会明显降低,正是因为压固法制作的散热器拥有众多的鳍片,这种散热器的散热效果往往不错,重量则比传统的散热器要轻的多。
4. 锻造式散热片
锻造工艺就是将铝块加热后利用高压充满模具内而形成的,它的优点是鳍片高度可以达到50mm以上,厚度1mm以下,能够在相同的体积内得到最大的散热面积,而且锻造容易得到很好的尺寸精度和表面光洁度。但锻造时,因金属的塑性低,变形时易产生开裂,变形抗力大,需要大吨(500吨以上)位的锻压机械,也正因为设备和模具的高昂费用而导致产品成本极高,连许多超频发烧友都无福消受。
5. 接合型散热片
由于传统铝挤型散热片无法突破鳍片厚度和长度的比例限制,故而采用结合型散热片。这种散热片是先用铝或铜板做成鳍片,之后利用导热膏或焊锡将它结合在具有沟槽的散热底座上。结合型散热片的特点是鳍片突破原有的比例限制,散热效果好,而且还可以选用不同的材质做鳍片。当然了,缺点也显而易见,就是利用导热膏和焊锡接结合鳍片和底座会存在介面阻抗问题,从而影响散热,为了改善这些缺点,散热片领域又运用了2种新技术。首先是插齿技术,它是利用60吨以上的压力,把铝片结合在铜片的基座中,并且铝和铜之间没有使用任何介质,从微观上看铝和铜的原子在某种程度上相互连接,从而彻底避免了传统的铜铝结合产生介面热阻的弊端,大大提高了产品的热传到能力。第二种是回流焊接技术,传统的接合型散热片最大的问题是介面阻抗问题,而回流焊接技术就是对这一问题的改进。其实,回流焊接和传统接合型散热片的工序几乎相同,只是使用了一个特殊的回焊炉,它可以精确的对焊接的温度和时间参数进行设定,焊料采用用铅锡合金,使焊接和被焊接的金属得到充分接触,从而避免了漏焊空焊,确保了鳍片和底座的连接尽可能紧密,最大限度降低介面热阻,又可以控制每一个焊点的焊铜融化时间和融化温度,保证所有焊点的均匀,不过这个特殊的回焊炉价格很贵,主板厂商用的比较多,而散热器厂商则很少采用。
6. 切削式散热片
相对于铝挤型散热片,切削工艺解决了散热片的鳍片厚长之比的限制。切削工艺是利用特殊的刀具将整块材质削出一层层的鳍片,这种散热鳍片可薄至0.5mm,而且散热片的鳍片和底座是一体的,因而就不会出现界面阻抗的问题。不过这种切削工艺在生产的过程中废料多和量品率低的影响使得成本居高不下,故而切削工艺主要偏向铜制散热片。
7. 可挠性散热片
可挠性散热片是先将铜或铝的薄板,以成型机折成一体成型的鳍片,然后用穿刺模将上下底板固定,再利用高周波金属熔接机,与加工过的底座结合成一体,由于制程为连续接合,适合做高厚长比的散热片,且因鳍片为一体成型,有利于热传导之连续性,鳍片厚度仅有0.1mm,可大大降低材料的需求,并在散热片容许重量内得到最大热传面积。
散热器采用什么工艺焊修
先用3D制图软件制作模型,计算出尺寸,然后去市场上买橡胶管,铜管,铜片,小水泵还有风扇再随便搞个可以密封的容器,自己打磨成型,必须要有的工具:刻度尺,手磨机,手电钻。准备好以上材料就可以开始了,将铜片切割成嗜片状,将风扇固定在铜片上,铜片的另外一面焊上铜管(自己没设备的话到修摩托车或者外面装铝合金窗的地方找人用氩焊焊一下,铜管的两头都装上橡胶管(要保证不不能漏出液体),一头接到可以密封的容器,再将准备贴在CPU上面的铜片打磨成型,也焊上铜管,一头接上橡胶管与散热片上的铜管连接,另一头接上小水泵,最后把水泵与“水箱”用橡胶管连接,在“水箱”里加入循环液,到这里,水冷就制作好了。要与CPU连接有2种方法,一种较为简单,在CPU上涂上硅脂,将打磨好的CPU散热铜片贴紧CPU,然后用硅胶(就是粘玻璃的那种硅胶,市场上很容易买到)小心的打到CPU与铜片的周围,使CPU与铜片粘合(一般的硅胶的凝固时间为12小时,用重物压在上面)就可以了,这种方法的缺点就是将来拆CPU比较麻烦,要拿刀片割去硅胶才能分开。第二种是用铜片做个底座,但是在铜片与主板接触的一面要上一层绝缘体,不然会短路,这样比较麻烦,要打洞,而且孔位要用刻度尺量准,而且与CPU接触的铜片也要留出孔位,最后用螺丝和六角螺帽拧上就可以了,优点是拆卸比较方便。上面所讲的是简单的制作方法,本人自己做过一次,但是散热效果不是很理想,主要因为当时有现成的铜片(不要钱的,哈哈),也有工具,所以只买了水泵和循环液(水泵买来100多元),如果对散热要求较高的,建议直接买成品的水冷系统,带循环的也不是很贵,4百多的也有,其实很多玩家都是DIY散热片而已,自己做整套系统的话成本也不少,没那必要,而且样子又难看,散若比不带循环的成品稍微好点。
焊锡焊接工艺或氩弧焊接工艺。
散热器采用以下工艺焊修:
1.焊锡焊接工艺:使用焊锡作为焊剂,通过加热散热器和焊锡,使其融化并与散热器表面形成焊点,以达到连接的目的。这种工艺简单易行,但焊接强度相对较低,适用于一些较小散热器的制作和修理。
2.氩弧焊接工艺:使用氩气作为保护气体,通过电弧加热散热器和焊接材料,使其熔化并形成焊点,以达到连接的目的。这种工艺焊接强度较高,适用于大型散热器的制作和修理。
散热器是一种用于散热的设备,主要用于将热量从热源传递到冷却介质中并加速传播,以达到降温的目的。
声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。