散热器模具在加工时是用慢丝的吗-散热器模具
拉延模具:
有关金属冷冲压书籍上一般写作“拉深模”,其实也就是有人所说的“拉延模”或“拉伸模”。不可展曲面工件的料片在拉深过程中,局部被拉伸或拉延,所以,拉深模也就被一些人叫做拉伸模或拉延模。拉深模是规范名,拉伸模或拉延模是别名,没有区别。
拉延模的典型结构
拉延形状复杂的覆盖件必须采用双动压力机。这是由于:
(1)单动压力机的压紧力不够,一般有汽垫的单动压力机其压紧力等于压力机压力的20%~25~,而双动压力机的外滑块压紧力为内滑块压力的65%~70%。
(2)单动压力机的压紧力只能整个调节,而双动压力机的外滑块压力可用调节螺母调节外滑块四角的高低,使外滑块成倾斜状,调节模压料面上各部位的压料力,控制压料面上材料的流动。
(3)单动压力机的拉延深度不够。
(4)单动拉延模的压料板不是刚性的,如果压料面是立体曲面形状,在开始拉延预弯成压料面形状时由于压料面形状的不对称致使压料板偏斜,严重时失掉压料作用。
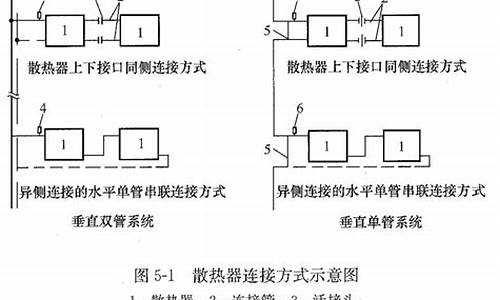
覆盖件拉延模的结构是由双动压力机决定的,虽然在确定拉延件工艺方案和绘制拉延件图时比较复杂,但其结构比较简单。拉延模的结构,由主要的三大件或四大件组成:即凸模、凹模、压边圈或凸模、凹模、压边圈和固定座。凸模通过固定座安装在双动压力机的内滑块上,压边圈安装在双动压力机外滑块上,凹模安装在双动压力机下台面上,凸模与压料圈之间、凹模与压料圈之间都有导板导向。
拉延模主要由五件组成,固定座、压边圈、顶出器、凹模和凸模。凸模、凹模、压料圈是由钼钒铸铁铸成,经加工后棱线、凹模拉延圆角等处根据需要可以进行表面火焰淬火,淬火硬度50~55HRC。固定座1由灰铸铁铸造。拉延模铸造后都应经退火处理以消除铸造应力。顶出器是在拉延完成后顶出拉延件便于让机械手取件。
图12-20所示为散热器罩拉延模。图12-20a为覆盖件图,图12-20b为拉延件图。该制件的拉延方向是按汽车位置翻转90°,其投影关系不改变。考虑到制件两边有孔,因此两边采取倾斜修边,前后采取垂直修边,在第二工序修边冲孔模中一次行程完成。这样两边的折边沿制件斜壁展开,前边按边缘提高5㎜做30°补充,见放大图Ⅱ。修边后该处印痕不明显,后边将翻边90°展开,见放大图Ⅰ压料面中部与拉深件底部平行,拉延深度为55㎜,两端由R与直线组成。压料面的展开长度比凸模表面展开长度短,凸模对压料面材料有拉延作用,凸模开始拉延时与压料面下材料的接触面积大,将散热孔翻边补平构成散热器罩的拉延件。
图12-20c所示为拉延模的纵向剖视,d为横向剖视。拉延模由凸模、凹模和压料圈组成。顶出器除了顶出拉延件外还起着凸筋成形凹模的作用,顶出器与凹模用导板导向,凸筋的成形靠凸形,因此顶出器除R外可以空开。
笔记本散热器哪种好
文轩热能的冷锻散热器被广泛用于LED灯具的散热,具有以下优点:
(1)冷锻模具价格不高,能有效控制成本;
(2)产能高,适合大批量生产;
(3)模具制作周期较短,一般为10至15天即可;
(4)一次成型,散热性能与材料散热性能一致,后期加工工序少且简单。
如何拆卸CPU散热器呢
如果使用笔记本的时间过长的话,就会感觉笔记型电脑很烫手,这就是由于笔记本没有将热量尽快的散发出去,而笔记本散热器能够有效的帮助笔记本散热,那笔记本散热器哪种好呢?下面就为大家来具体的介绍一下。
笔记本散热器的种类
风冷散热器
首先来看下我们最熟悉的风冷散热器,风冷散热器的成本比较低,散热效果一般,但是足够满足玩家的正常使用,风冷散热器即便到今天也还是主流中的主流,但是选购时玩家一定要睁大双眼,风冷散热器品质与效果参差不齐,便宜到买盒装处理器送您一个,贵到几百上千元的都有,玩家选购一定要谨慎。
水冷散热器
接着就是水冷散热器,水冷散热器又分两种,一种是传统的DIY水冷,这种水冷是需要玩家自己动手安装,包括连接水管等一切复杂的工作,完成后后期需要不断的维护,
添加水冷液等。都需要玩家自己去完成,动手能力较差的玩家不推荐选择这种方式。一体式水冷散热器
一体式水冷散热器是近几年火起来的一种散热器。在这么一个时代每个人的时间都是非常宝贵的,一体式水冷的出现大幅度简化了传统水冷的安装步骤,让DIY玩家可以快速安装散热器,并且安装后的后期维护工作也基本不需要,一体式水冷基本上都采用了全封闭式的水液回圈,不会出现冷液蒸发干净的情况。
笔记本散热器哪种好
首先对于笔记本散热器材料来讲,金属材料制作的散热器散热要比塑胶的好,根据笔记本散热方式来讲,一般底座式笔记本散热器一般采用USB供电,电压一般为5V,马达转动的功率很有限,因此散热方面比较一般,适合笔记本发热不是很大的本本爱好者使用。对于笔记本的辅助散热器来说抽风式就是对着笔记本散热口进行抽风,好像是吸尘器那样,把笔记本内部热量加速排出,不仅仅是CPU降温,连记忆体、显卡、硬碟温度都显著降低,
键盘的也没有那么烫手了,因此比较适合笔记本散热不是很好,或者经常玩游戏的朋友推荐。笔记本散热器品牌推荐
ETS
ETS是矽胶导风套的发明者,也是通用式抽风散热器的先驱,所有采用矽胶导风套的产品里,他们的品质是最好的,型号也是最多的,
赞一个!ETS的模具在所有专利产品中是最好的,通过产品外壳的细节能看出他们在模具上下了大功夫。矽胶套使用很方便,配的四对导风套,对大多数笔记型电脑的出风口都能很好的对接。Rhino魔方
Rhino魔方是行业内分型最细的,不但有常规的通用型产品,甚至异型本、超薄本后出风的行业雷区都能涉足,在其公布的适用型号中,很多都是普遍的业内难题。受杂讯问题所困,大多数抽风产品只能使用3500-4800转的风机,但魔方产品因为有消音器,涉足了6000转的高速区域,对高热本这无疑是个好消息。辅助固定的方式让散热器能大半截挂在桌子外面,对桌子小的人来说这是个福音。
Antec安钛克
Antec关注用户的真正所需,通过对顶尖设计、精优选材和至臻工艺的完美把握,
为全球用户呈现最具价值(Value)的解决方案,并将正确的产品选择和使用观念引入日常生活;骷髅主机壳颠覆传统震撼登场、模组化电源横空出世、降温风扇与LED灯神奇融合,Antec不断带给用户惊喜,为行业树立新标准,创新(Innovation)永不止步;Antec无限苛求品质,从概念设计到产品实现,每一步都极为考究,只为成就无与伦比的完美(Perfection)使用体验。以上就是有关笔记本散热器哪种好的相关介绍了,相信大家对此也都有所了解了,大家可以依据自己的实际情况进行选购,希望对大家会有所帮助。
以上就是有关笔记本散热器哪种好的相关介绍了,相信大家对此也都有所了解了,大家可以依据自己的实际情况进行选购,希望对大家会有所帮助。
led 车铝 压铸 冷锻 散热器 各自优势
1. 关机并断开电源, 将风扇电源线从主板上的 CPU 风扇接头取下,如果风扇有RGB线,也请将 RGB 线从 CPU 散热器和主板上的 RGB 接头取下
2. 轻轻向上拉动凸轮杆,从固定架上解锁 CPU风扇,参考如下
3. 从主板插槽的安装凸耳上解锁散热片有凸轮杆一侧的固定夹
4. 轻轻地左右来回扭动?CPU 风扇,慢慢分开散热片和 CPU 顶盖.
5. 小心地提起 CPU 散热器,移除风扇后,CPU 应该仍留在插槽中.
散热器的类别
车铝,需要开铝型材拉伸模。
压铸散热器需要开压铸模
冷锻散热器需要开锻压模
如果相同外形的产品,模具价格分成高中低的话,压铸模具价格高,锻压模具价格适中,型材拉伸模具价格较低。
如果相同外形的产品,加工成本分成高中低的话,型材机加价格高,压铸价格适中,锻压价格相对便宜。
材料费,压铸为ADC12价格相对便宜,机加及锻压的材料多为A6063价格会相应贵一些。
铝型材机加工(车铝)制作LED散热器(通常为太阳花形状居多),材料多选用A6063材料。
优点是:产品散热效果相对比较好,成品的表面处理例如阳极氧化相对容易。模具制作周期短通常需要10~15天,模具价格便宜。
缺点是:后期机加工成本较高,产量较低。
用压铸制作LED散热器,材料多选用ADC12材料。
优点是:加工成本较低,产能高,如果模具允许能够生产各种形状的散热器。
缺点:模具成本高,模具制作周期长,通常需要30~45天。
用冷锻做出的LED散热器,理论上说可以选用任何材料。
优点是:加工成本低,产能高。模具制作周期短通常需要10~15天,模具价格便宜。
缺点是:由于锻压工艺的限制,无法生产外型复杂的产品。
如果产品用量小,建议选用机加方式。
产品用量大,外形复杂建议选用压铸。
产品用量大,外形简单,建议选用冷锻。
笔记本一定要买散热器吗
1、铝挤式散热片?
铝材质由于本身柔软易加工的特点很早就应用在散热器市场,铝挤技术简单的说就是将铝锭高温加热后,在高压下让铝液流经具有沟槽的挤型模具,作出散热片初胚,然再对散热片初胚进行裁剪、剖沟等处理后就做成了常见到的散热片。
铝挤散热片的成本低,技术门槛要求也不高,不过由于受到本身材质的限制散热鳍片的厚度和长度之比不能超过1:18,所以在有限的空间内很难提高散热面积,故铝挤散热片散热效果比较差,很难胜任现今日益攀升的高频率CPU。
2、塞铜式散热片?市场主流的散热片所用的主要材质无外乎铝和铜两种,而塞铜工艺则正是结合铝和铜各自优点应运而生的产物。
塞铜工艺是利用热胀冷缩的原理来完成的,将铝挤型散热片加热后将铜芯塞入其中,最后再进行整体的冷却。
由于没有使用第三方介质,塞铜工艺可以大幅度降低接触面间的热阻,不但保证了铜铝结合的紧密程度,更充分利用了铝散热快和铜吸热快的特性。这种塞铜工艺成本适中散热效果也不错,是市场上的主流散热片类型。
3、压固法?
也就是将众多的铜片或铝片叠加起来,然后在两侧加压并将其截面进行抛光,这个截面与CPU核心接触,另外一面则伸展开来作为散热片的鳍片。
4、 锻造式散热片?
锻造工艺就是将铝块加热后利用高压充满模具内而形成的,它的优点是鳍片高度可以达到50mm以上,厚度1mm以下,能够在相同的体积内得到最大的散热面积,而且锻造容易得到很好的尺寸精度和表面光洁度。
但锻造时,因金属的塑性低,变形时易产生开裂,变形抗力大,需要大吨(500吨以上)位的锻压机械,也正因为设备和模具的高昂费用而导致产品成本极高。
扩展资料
任何器件在工作时都有一定的损耗,大部分的损耗变成热量。
小功率器件损耗小,无需散热装置。而大功率器件损耗大,若不采取散热措施,则管芯的温度可达到或超过允许的结温,器件将受到损坏。因此必须加散热装置,最常用的就是将功率器件安装在散热器上,利用散热器将热量散到周围空间,必要时再加上散热风扇,以一定的风速加强冷却散热。
在某些大型设备的功率器件上还采用流动冷水冷却板,它有更好的散热效果。散热计算就是在一定的工作条件下,通过计算来确定合适的散热措施及散热器。
功率器件安装在散热器上。它的主要热流方向是由管芯传到器件的底部,经散热器将热量散到周围空间。若没有风扇以一定风速冷却,这称为自然冷却或自然对流散热。
百度百科-散热片
不一定,如果模具设计的比较好的话,不超频一般是没必要额外增加散热器的。
如果使用时间较长导致笔记本温度变高,那么清灰更换硅脂后一般会恢复正常。不过这是对机器而言,正常的使用温度在60度左右。但是对于人体而言,可能会觉得笔记本有些烫手,不过那些位置一般位于下部,烫手的多是机械硬盘,即使加了散热器,也没有多大效果。
而且如果要加散热器,建议不要底座式的,散热口抽风式的效果会更好一些。
声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。